Invertoare multifunctionale pentru MIG/MAG, WIG si sudura cu electrozi, model KOMBI 270, Schweisskraft
Funcţie Hot-Start
Asistenţă la aprinderea arcului electric pentru electrod tip bară la sudura cu electrozi. Prin creşterea automată pentru scurt timp a curentului de sudare are loc aprinderea imediată stabilă a arcului electric
Reglare Arc-Force
Puterea la sudarea cu electrozi este menţinută
pe cât posibil constantă la valoarea setată. Arcul electric arde stabil (şi în cazul unor electrozi cu greutate ridicată sau în poziţii dificile). Avantaj: cordonul de sudură este mai uniform.
Funcţie Anti-Stick
În cazul în care electrodul se lipeşte de piesă are loc decuplarea curentului de sudare. Electrodul nu se calcinează şi poate fi desprins foarte uşor de piesă.
Aprindere Lift-Arc (KOMBI 170 / 171 / 270 / 350)
Aprindere cu trasare la sudura WIG cu un nivel minim de curent. Numai după aprinderea arcului electric este confirmat curentul de sudare setat. Avantajul este reprezentat de aprinderea facilă fără lipirea electrodului de wolfram la nivelul piesei, ceea ce permite o stabilitate sporită a arcului electric.
Aprindere HF de înaltă frecvenţă (KOMBI 171 / 270 / 350)
Aprinderea arcului electric la sudura WIG fără atingerea piesei. Prin intermediul unui impuls de înaltă tensiune, distanţa de străpungere la sudare dintre material şi electrodul de wolfram devine conductibil electric (ionizat). Interval reglabil de reducere a intensităţii curentului şi curgerea ulterioară gazului (KOMBI 171 / 270 / 350). Asigură rezultate optime de sudură, fiind oferită o protecţie a electrodului şi a materialului sudat.
Sudură MIG fără butelie de gaz
Sudură MIG fără butelie (KOMBI 171 ED)
Modelul KOMBI 171 extinde domeniul de utilizare cu posibilitatea de utilizare a sârmei de umplură. Astfel este posibilă şi sudura MIG, de exemplu în incinta şantierelor, fără utilizarea de butelii de gaze, ceea ce oferă un plus pentru mobilitate.
Puls în funcţia WIG cu Pulse-Box
Prin puls se permite evitarea defectelor specifice cordoanelor de sudură la capetele acestora, de exemplu la sudarea de ţevi.
Proceduri
- MIG-MAG
- WIG / LIFT - ARC
- Puls WIG
- Sudură cu electrozi
 Grosimea tablei
Grosimea tablei
- începând de la 0.3 mm (MIG începând de la 2.0 mm)
Materiale de bază
- Materiale slab aliate
- Materiale înalt aliate
- Oţeluri pentru construcţii
- Oţeluri pentru construcţii cu straturi de acoperire
- Oţeluri CrNi feritice / austenitice
- Oţeluri duplex
- Materiale pe bază de nichel upru
- Aluminiu
- Materiale special
Aplicaţii tipice
- Construcţia de instalaţii, recipiente, maşini, construcţii de oţel
- Întreţinere / reparaţii
- Construcţia de autovehicule / maşini de construcţii
- Instalaţii industriale şi realizarea de conducte
- Instalarea conductelor
Caracteristici de echipare
- Funcţionare silenţioasă ca urmare a structurii optimizate a carcasei
- Înlocuirea facilă a bobinei de sârmă
- Greutate redusă
- Structură compactă cu reducerea spaţiului necesar

Execuţia descoperită a variantei KOMBI 171 ED permite şi utilizarea de bobine de sârmă de 15 kg
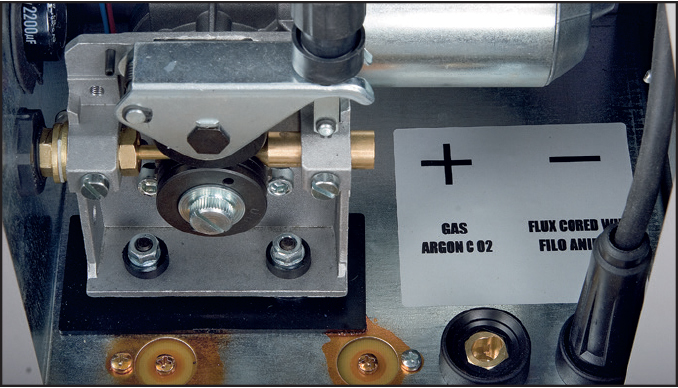
Modificarea polarităţii pentru utilizarea sârmei de umplutură pentru KOMBI 171 ED.
 1.
1. Reglarea vitezei sârmei
2. Tipul sudurii: (Electrod - WIG - MIG/MAG)
3. Reglarea tensiunii curentului
4. Reglarea inductivității electronice
5. Setare cicluri (2/4)
6. Reglarea intensității curentului
Sudura MIG-MAG (Metal Inert Gaz - Metal Activ Gaz)
- Sudura MIG/MAG este procedeul de sudură cu cea mai frecventă utilizare în întreaga lume. Această situaţie se datorează posibilităţilor variate de utilizare, eliminarea necesităţii de curăţare a zgurii, sudare facilă prin topire pe o singură latură şi adâncime mare de pătrundere a stratului de sudură.
- Utilizarea facilă în toate poziţiile de sudură conduce la creşterea gradului de interes faţă de aceast procedeu, în special din punct de vedere economic.
- Procedeul MIG/MAG este o sudură mecanică cu gaz de protecţie la care arderea este realizată cu ajutorul unui arc electric între electrodul de sârmă aflat sub tensiune şi materialul expus la gazele de protecţie (gaze active, inerte sau mixturi ale acestora).
- Ca electrod este utilizată sârma alimentată mecanic care se topeşte în arc electric propriu.
- MIG-MAG este un procedeu cu aplicaţii deosebit de variate, dar la efectuarea de lucrări de sudură în aer liber locaţia trebuie protejată împotriva curenţilor de aer sau a umezelii.
Procedeul MAG
- Recomandat pentru oţel şi materiale de bază. Este ideală în producţie şi la suduri pentru reparaţii. Se utilizează pe tablă cu grosimi mai mari de 0.6 mm.
Procedeul MIG
- Se utilizează pentru aluminiu şi materiale pe bază de cupru, cu adăugarea de gaze inerte, de obicei argon. Cu ajutorul acestei tehnici pot fi sudaţi pereţi cu o grosime începând de la 2.0 mm (lipire MIG începând cu o grosime de 0.5 mm).
- Pentru materialele mai subţiri se recomandă o sursă de curent de impuls sau metoda WIG.

Sudura cu electrozi
- Sudura cu electrozi reprezintă o metodă de sudură simplă care permite sudarea pentru aproape toate metalele. Aceast procedeu se poate utiliza în mod ideal în aer liber sau chiar sub apă.
- La sudura cu electrozi, lungimea arcului electric este determinată manual prin distanţa dintre electrozi.
- În principal, sudura se realizează cu curent continuu; de exemplu electrozii rutili pot fi sudaţi fără probleme cu curent continuu cu pol negativ iar electrozii bazici sunt sudaţi la curent continuu cu pol pozitiv.
- Electrodul constituie în acelaşi timp materialul de adaos cât şi mijlocul de protecţie a arcului electric.
- Este alcătuit dintr-o sârmă (miez) aliată sau nealiat şi un înveliş. Învelişul protejează baia de topitură de oxigenul nociv din aer şi realizează stabilizarea arcului electric. În mod suplimentar se formează zgură care protejeaza cordonul de sudură.
- Electrozii, în funcţie de grosimea şi componenţa învelişului pot fi:
- Electrozii cu înveliş rutilic sunt uşor de sudat şi prezintă cordoane de sudură cu aspect corespunzător, plate. În mod suplimentar este posibilă îndepărtarea facilă a zgurii.
- Electrozi cu înveliș bazic (B) cu grosime medie sau mare, care conţin componente bazice de tipul carbonaţilor de calciu, clorura de calciu si fero aliaje. Zgura rezultată se solidifică ușor, are o structură compactă și se înlătură mai greu. Materialul este hygroscopic fiind necesară uscarea înainte de sudare, pentru a evita umiditatea și mai ales hidrogenul carepoate pătrunde în cusătură. Îmbinarea efectuată cu electrozi bazici este rezistentă la fisurarea la rece și la cald, fiind utilizaţi pentru construcţii din oţel de mare rezistentă, cu conţinut ridicat de carbon și elemente de aliere.
- La alegerea electrodului se urmăreşte ca metalul depus cu el să prezinte compoziţie chimică caracteristici mecanice cât mai aproape de materialul de bază. Trebuie avut în vedere faptul că numeroşi electrozi, după o depozitare mai îndelungată, trebuie uscaţi din nou pentru că în timp absorb umiditate din atmosferă. Din toate celelalte puncte de vedere, sudura cu electrozi reprezintă procedeul de sudură cel mai uzual și uşor de utilizat.

1. Electrod tip bară
2. Zgură şi gaz
3. Zonă topită
4. Cămășuială
5. Bară centrală
6. Arc voltaic
Sudura WIG (Wolfram Inert Gaz)
- La procedeul WIG, între un electrod de wolfram care nu se topeşte şi piesă se realizează un arc electric.
- Ca gaze de protecţie se utilizează argon pur, un gaz inert nobil. Sârma suplimentară nu este sub tensiune, fiind aplicată fie manual (sudare manuală), fie mecanic (sudură automată).
- Există însă şi operaţiuni de sudură care pot fi efectuate fără utilizarea unui material suplimentar.
- Folosirea curentului continuu sau alternativ depinde de materialul utilizat. Avantajul procedeului WIG este paleta extinsă de materiale care pot fi sudate: materiale începând cu o grosime de 0.3 mm (automatizat), de ex. oţeluri aliate, înalt aliate, aluminiu, magneziu, cupru şi aliajele acestora, oţeluri nealiate, nichel, aur, argint, titan etc. Se utilizează pentru sudarea materialelor de orice grosime cu poziţionarea cordonului de sudură la rădăcina secţiunii în V.
- Cu sudura WIG sunt obţinute cele mai bune rezultate în comparaţie cu alte procedee, ca urmare a cordonului de sudură fără pori cu rezistenţă la întindere foarte ridicată.
- Sudura cu curent alternativ: Pentru sudarea metalelor uşoare. La nivelul electrodului de wolfram se formează o calotă de wolfram în formă de sferă, iar arcul electric trece la frecvenţă ridicată între polii (-) şi (+). Sudura cu curent continuu: Pentru sudarea oţelurilori aliate şi a metalelor neferoase.
- Electrodul de wolfram este şlefuit ascuţit. Arcul electric prezintă o ardere stabilă.
- Aprindere HF = aprindere fără contact
- Aprindere Lift-Arc = aprindere cu contact





















