Bare de sudura pentru otel inalt aliat de tip SGx5 Cr NI 19 9, Schweisskraft
Brands: Schweisskraft
838,08 lei

Filtreaza variantele:




Fisa tehnica
In tabelul de mai jos sunt diponibile 71 de variatii cu urmatoarele caracteristici:
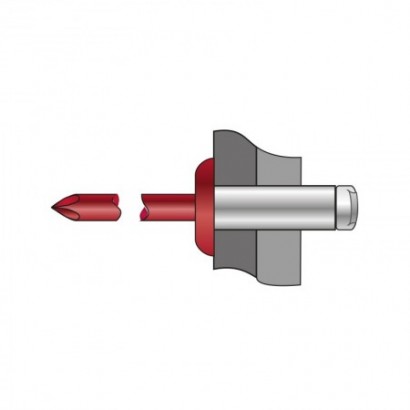
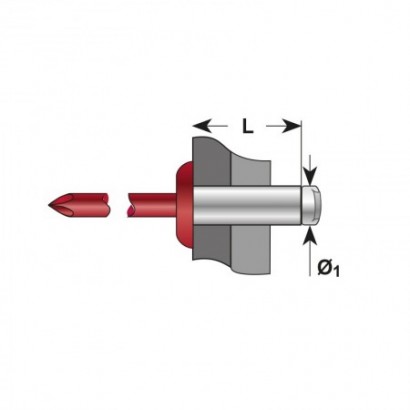
Norma: UNE - EN ISO 15977
Corp: Al Mg 3.5 (EN AW 5154)
Mandrină: Oțel, zincat A1K
Informatii tehnice le gasesti sub tabelul de variatii apasand pe butonul "Descriere".
Pentru informatii complete privind produsul dorit, apasa pe simbolul de lupa " ![]() ".
".
Daca iti place un produs apasa pe simbolul de inima " ![]() " si ti-l salveaza in lista ta
" si ti-l salveaza in lista ta
personala de produse favorite la care poti reveni oricand vrei.
Foloseste sectiunea de filtrare de deasupra tabelului de variatii, unde poti tria dupa
criteriile dorite produsul. ex: dimensiuni, acoperire, cod produs, etc.
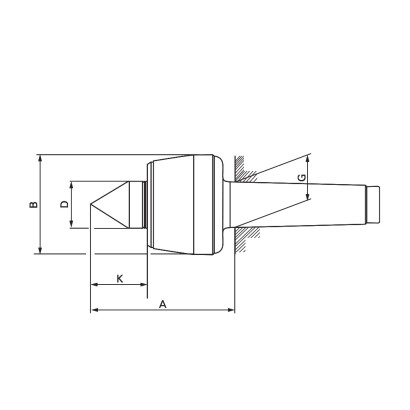
Vârf călit ce poate fi reascuțit
Bătaie radială maximă: 0.005 mm
Numar de piese: 6
Se foloseste cu: masina de slefuit orbitala
Granulatie: 40 - 400