Invertor profesional pentru sudura cu electrozi si WIG, model CRAFT-STICK 253, Schweisskraft
- Aparat de sudură profesional cu invertor pentru sudura cu electrozi sau WIG, cu circuit integrat etanșat, protejat împotriva umidității, coroziunii și a prafului.
- Perfect recomandate pentru utilizarea cu generator electric de curent datorită dotării cu PFC (Corecție a factorului de putere) și VRD (Reducerea tensiunii în modul stand-by).
- Funcţia “Hot-Start”: Asistenţă de aprindere pentru arcul electric la sudura cu electrozi . Printr-o creştere automată de scurtă durată a curentului de sudare, arcul electric se aprinde imediat şi rămâne stabil.
- Funcţia “Anti-Stick”: În situaţia în care electrodul se lipeşte de piesă are loc decuplarea automată a curentului de sudare. Electrodul nu se calcinează şi este posibilă desprinderea facilă a acestuia de pe material.
- Funcția “Arc-force”: Monitorizare permanentă a curentului și a tensiunii de sudură asigură fiabilitate și împiedică scurt-circuitele, prin stabilizarea arcului de sudură.
- Display digital pentru reglarea rapidă a parametrilor de sudură.

WIG
Electrod
Grosimea tablei
- de la 0.5 mm (WIG)
- de la 1.5 mm (electrod)
Materiale de bază:
- Materiale nealiate si slab aliate
- Materiale înalt aliate
- Oţeluri inoxidabile
- Oteluri CrNi feritice/austenitice
- Oţeluri duplex
- Materiale pe bază de nichel
- Materiale pe bază de magneziu
- Materiale speciale
 1.
1. Indicator de curent.
2. Indicator supraîncălzire.
3. Sudură WIG.
4. Funcționare în mod stand-by.
5. Sudură WIG DC.
6. Reglarea curentului.
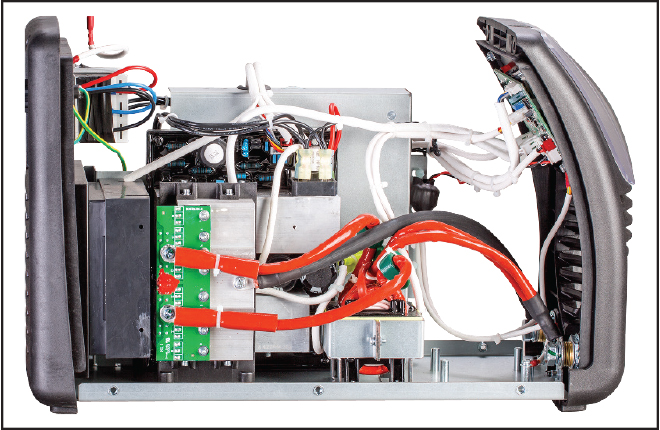
Circuit integrat etanșat, protejat împotriva umidității, coroziunii și a prafului.
Perfect recomandate pentru utilizarea cu generator electric de curent datorită dotării cu PFC (Corecție a factorului de putere) și VRD (Reducerea tensiunii în modul stand-by).
Volumul livrării:
- cablu cu port electrod, lungime 3 m, secțiunea de 16 mm² (25 mm² - modelul 253).
- cablu legare la masă cu clemă de 200A (300A - modelul 253), lungime 3 m, secțiunea de 16 mm² (25 mm² - modelul 253).
Sudura cu electrozi
- Sudura cu electrozi reprezintă o metodă de sudură simplă care permite sudarea pentru aproape toate metalele. Aceast procedeu se poate utiliza în mod ideal în aer liber sau chiar sub apă.
- La sudura cu electrozi, lungimea arcului electric este determinată manual prin distanţa dintre electrozi.
- În principal, sudura se realizează cu curent continuu; de exemplu electrozii rutili pot fi sudaţi fără probleme cu curent continuu cu pol negativ iar electrozii bazici sunt sudaţi la curent continuu cu pol pozitiv.
- Electrodul constituie în acelaşi timp materialul de adaos cât şi mijlocul de protecţie a arcului electric.
- Este alcătuit dintr-o sârmă (miez) aliată sau nealiat şi un înveliş. Învelişul protejează baia de topitură de oxigenul nociv din aer şi realizează stabilizarea arcului electric. În mod suplimentar se formează zgură care protejeaza cordonul de sudură.
- Electrozii, în funcţie de grosimea şi componenţa învelişului pot fi:
- Electrozii cu înveliş rutilic sunt uşor de sudat şi prezintă cordoane de sudură cu aspect corespunzător, plate. În mod suplimentar este posibilă îndepărtarea facilă a zgurii.
- Electrozi cu înveliș bazic (B) cu grosime medie sau mare, care conţin componente bazice de tipul carbonaţilor de calciu, clorura de calciu si fero aliaje. Zgura rezultată se solidifică ușor, are o structură compactă și se înlătură mai greu. Materialul este hygroscopic fiind necesară uscarea înainte de sudare, pentru a evita umiditatea și mai ales hidrogenul carepoate pătrunde în cusătură. Îmbinarea efectuată cu electrozi bazici este rezistentă la fisurarea la rece și la cald, fiind utilizaţi pentru construcţii din oţel de mare rezistentă, cu conţinut ridicat de carbon și elemente de aliere.
- La alegerea electrodului se urmăreşte ca metalul depus cu el să prezinte compoziţie chimică caracteristici mecanice cât mai aproape de materialul de bază. Trebuie avut în vedere faptul că numeroşi electrozi, după o depozitare mai îndelungată, trebuie uscaţi din nou pentru că în timp absorb umiditate din atmosferă. Din toate celelalte puncte de vedere, sudura cu electrozi reprezintă procedeul de sudură cel mai uzual și uşor de utilizat.

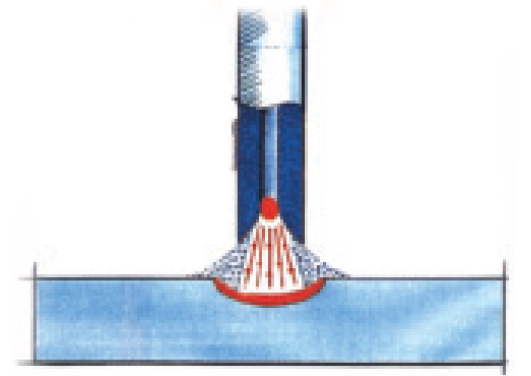
1. Electrod tip bară
2. Zgură şi gaz
3. Zonă topită
4. Cămășuială
5. Bară centrală
6. Arc voltaic
Sudura WIG (Wolfram Inert Gaz)
- La procedeul WIG, între un electrod de wolfram care nu se topeşte şi piesă se realizează un arc electric.
- Ca gaze de protecţie se utilizează argon pur, un gaz inert nobil. Sârma suplimentară nu este sub tensiune, fiind aplicată fie manual (sudare manuală), fie mecanic (sudură automată).
- Există însă şi operaţiuni de sudură care pot fi efectuate fără utilizarea unui material suplimentar.
- Folosirea curentului continuu sau alternativ depinde de materialul utilizat. Avantajul procedeului WIG este paleta extinsă de materiale care pot fi sudate: materiale începând cu o grosime de 0.3 mm (automatizat), de ex. oţeluri aliate, înalt aliate, aluminiu, magneziu, cupru şi aliajele acestora, oţeluri nealiate, nichel, aur, argint, titan etc. Se utilizează pentru sudarea materialelor de orice grosime cu poziţionarea cordonului de sudură la rădăcina secţiunii în V.
- Cu sudura WIG sunt obţinute cele mai bune rezultate în comparaţie cu alte procedee, ca urmare a cordonului de sudură fără pori cu rezistenţă la întindere foarte ridicată.
- Sudura cu curent alternativ: Pentru sudarea metalelor uşoare. La nivelul electrodului de wolfram se formează o calotă de wolfram în formă de sferă, iar arcul electric trece la frecvenţă ridicată între polii (-) şi (+). Sudura cu curent continuu: Pentru sudarea oţelurilori aliate şi a metalelor neferoase.
- Electrodul de wolfram este şlefuit ascuţit. Arcul electric prezintă o ardere stabilă.
- Aprindere HF = aprindere fără contact
- Aprindere Lift-Arc = aprindere cu contact