Filtreaza variantele:

| Problemă | Cauza problemei | Soluție |
|
Eroare de pas (La mașini CNC)
|
Pornire prea aproiată de piesa de prelucrat. Viteza de rotație este prea mare.
|
Îndepărtați-vă de piesa de prelucrat. Reduceți viteza de rotație cu câte 10% până la rezultatul corect.
|
|
Filet întrerupt pe o singură parte
|
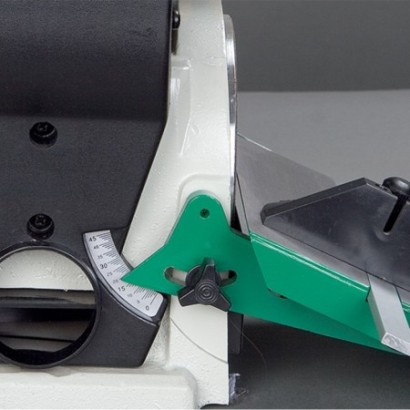
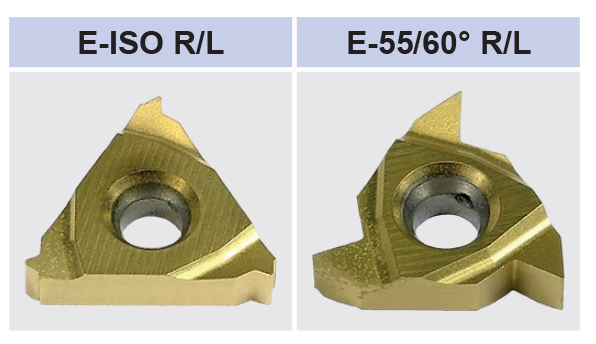
Setare incorectă a unghiului. | Re-verificați diagrama. Verificați înălțimea la centru. |
|
Filet întrerupt pe ambele părți
|
Viteză de avans prea mică. |
Măriți viteza de filetare. Verificați înălțimea la centru. Comparați viteza de filetare cu viteza de strunjire.
|
| Așchii prea lungi |
Geometrie incorectă a plăcuței. Viteză de avans incorectă.
|
Folosiți plăcuța adecvată. Ajustați viteza de avans.
|
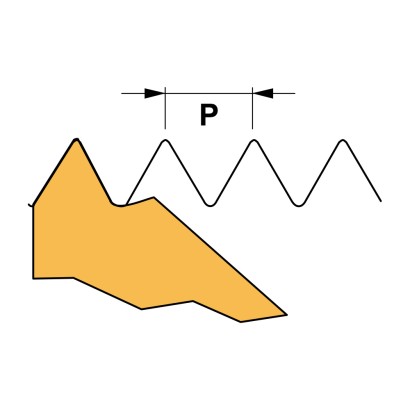
| Filet insuficient de profilat |
Plăcuța nu prelucrează piesa. Diametru efectiv incorect.
|
Uzura excesivă a sculei sau a plăcuței. Verificați diametrele de prelucrare.
|

Fisa tehnica
Material regim lucru: otel; fonta
Regim de lucru: continuu; partial intermitent; intermitent
Utilizare:
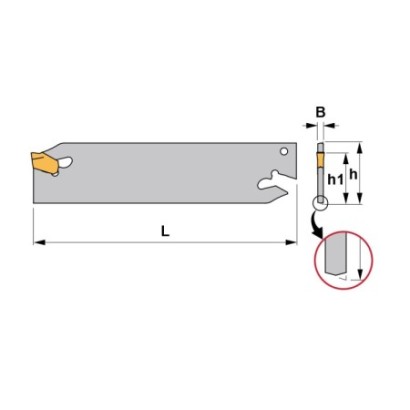
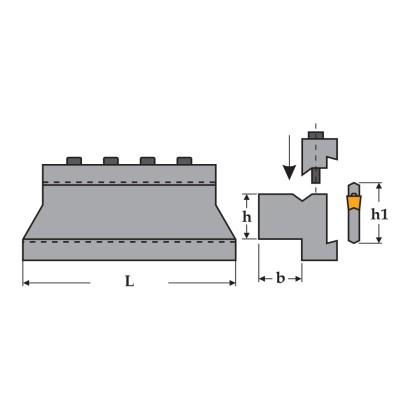
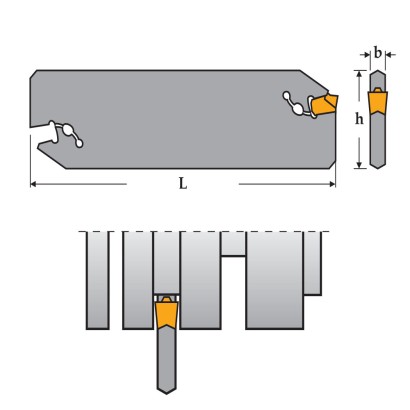
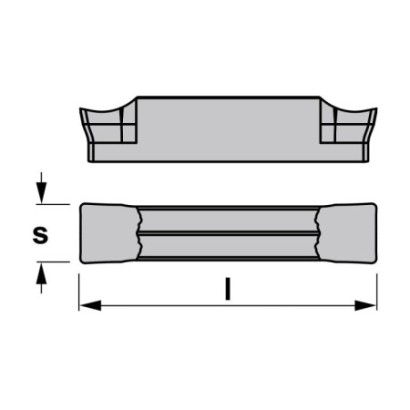
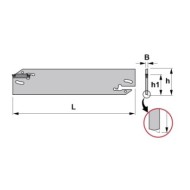
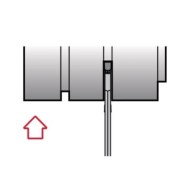
Bloc de scule pentru strunguri manuale sau cu comandă numerică
Se poate utiliza împreună cu lame CZDPN sau XLCTN
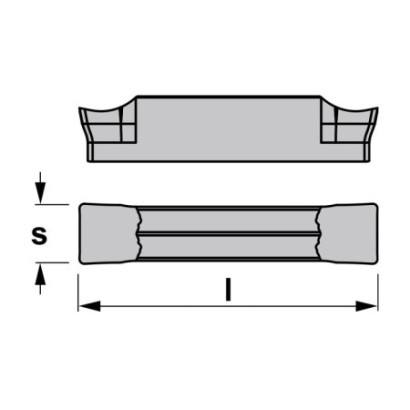
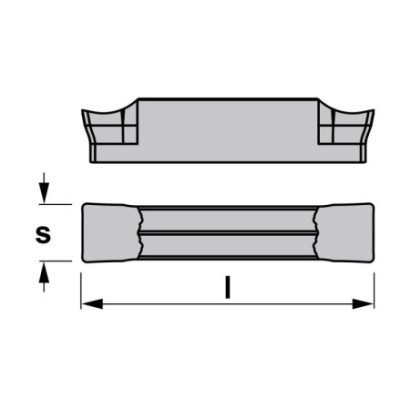
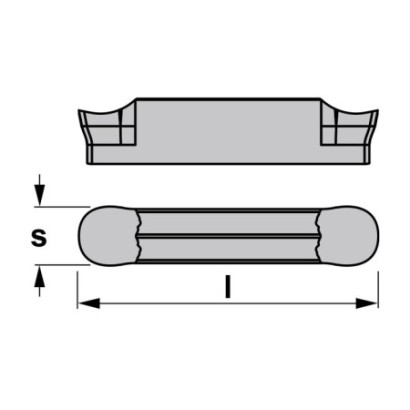
Lamă de retezare și canelare pentru oțeluri, oțeluri aliate, oțeluri inoxidabile și refractare
Sistem modular pentru plăcuțe cu grosimi de la 2 la 4 mm
Material: TL 30
Material regim de lucru: otel; fonta
Regim de lucru otel/fonta: continuu; partial intermitent; intermitent
Material: TL 30
Material regim de lucru: fonta; otel
Regim de lucru fonta/otel: continuu; partial intermitent; intermitent
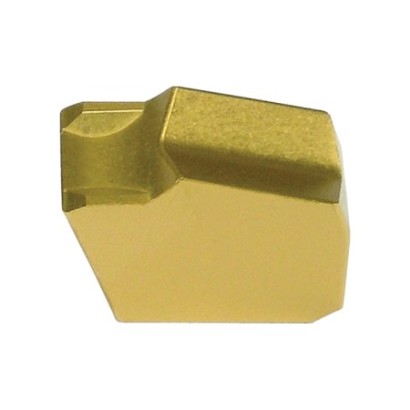
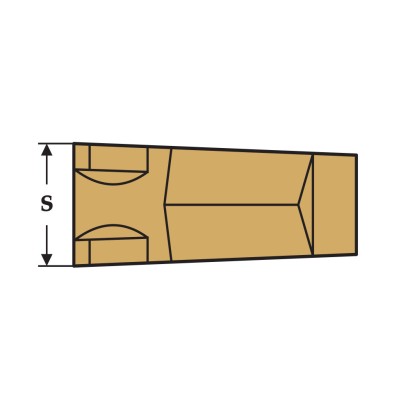
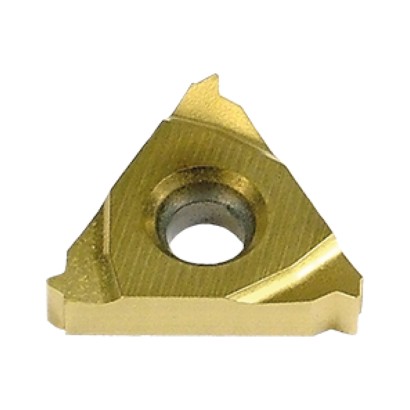
Pozitie suport: dreapta
Material placuta: TIN25
![]()
Se foloseste cu: polizor drept
Grosimea sarmei de perie: 0.5
Husă robustă din polisester
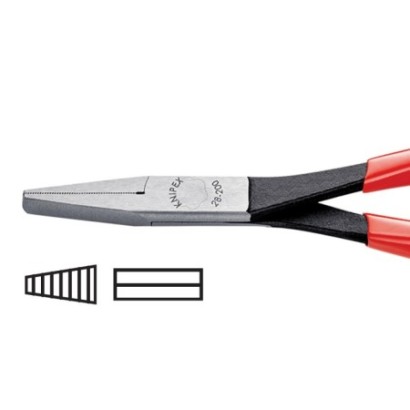
Clești cheie cu suprafață cromată şi mânere cu manşon din plastic


Tip surubelnita: 242 Philips
Tensiune (V): 230
Putere motor (W): 400
Turaţie (rpm): 2850
Cleşte cu strat negru protector lustruit şi mânere cu manşon din plastic
Clești cu fălci subțiri, lungi